

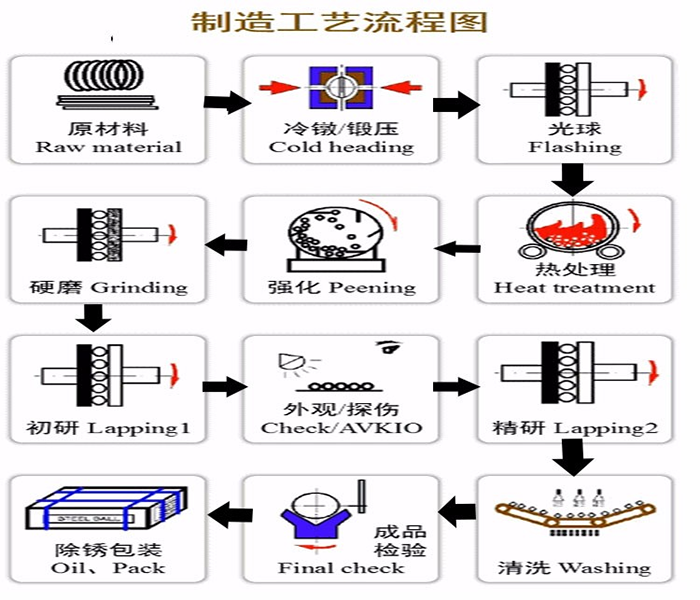
Semplice processo di produzione delle sfere d'acciaio
Formatura di pezzi grezzi → rimozione dell'anello → molatura grossolana → molatura morbida → formatura di pezzi grezzi → sfera liscia (o limatura → molatura morbida) → molatura dura → molatura fine → molatura di precisione (o lucidatura) → molatura ultra precisa.
Processo di produzione dettagliato delle sfere d'acciaio
1. Trafilatura: allungare il filo al diametro desiderato utilizzando una trafilatrice;
2. Intestatura a freddo (forgiatura): posizionare il filo tirato in una macchina per intestazione a freddo con sfere d'acciaio e utilizzare la matrice in acciaio all'interno della macchina per forgiarlo in una sfera grezza;
3. Palla luminosa: due piastre circolari a sfera di macinazione in ghisa all'interno della macchina per palla luminosa premono e limano l'embrione con intestazione a freddo per rimuovere l'anello esterno e due poli sull'embrione;
4. Sfera morbida: due piastre circolari a sfera in ghisa all'interno della macchina a sfera morbida archiviano l'embrione della sfera leggera per macinarlo nel diametro della sfera e nella ruvidità superficiale richiesti;
5. Trattamento termico: mettere la sfera in un forno per trattamento termico, cementandola, temprandola e rinvenendola per conferirle un determinato strato di cementazione, durezza, tenacità e carico di frantumazione;
6. Rettifica dura: il disco della mola all'interno della rettificatrice pressurizza e macina la sfera grezza trattata termicamente per rimuovere lo strato di ossido nero sulla superficie della sfera e correggere la precisione della sfera;
7. Pulizia di rettifica/lucidatura di precisione: Rettifica di precisione: macinare l'embrione della sfera di macinazione nella rettificatrice di precisione per ottenere la precisione e la levigatezza richieste del prodotto finito;
Lucidatura e pulizia: versare la pallina nel tamburo di lucidatura e ruotarla, quindi pulire la superficie sferica con detergente lucidante e acqua per renderla pulita e lucente;
8. Selezione dell'aspetto: utilizzare l'ispezione visiva manuale per verificare eventuali difetti sulla superficie della sfera d'acciaio e utilizzare un micrometro per misurare la reale rotondità, la variazione del diametro del lotto e utilizzare un rugosimetro superficiale per rilevare la rugosità superficiale come ispezione finale;
9. Imballaggio: Rivestire le sfere d'acciaio/le sfere d'acciaio inossidabile/le sfere d'acciaio dei cuscinetti con olio antiruggine e imballarle in scatole di cartone o sacchetti di tessuto.
Con lo sviluppo della tecnologia, la domanda di cuscinetti di grandi dimensioni per carichi pesanti nel settore della produzione di attrezzature è ulteriormente aumentata in termini di quantità e qualità, e anche i requisiti per la quantità e la qualità del supporto delle sfere in acciaio per cuscinetti di grandi dimensioni devono essere aumentati di conseguenza. La variazione del diametro del lotto di sfere d'acciaio dovrebbe essere piccola, la rugosità superficiale della sfera d'acciaio dovrebbe essere piccola, la precisione dovrebbe essere elevata e la differenza tra la durezza del nucleo e la durezza superficiale della sfera d'acciaio dovrebbe essere piccola. Il diametro delle sfere d'acciaio per cuscinetti di grandi dimensioni ha ora raggiunto 150 mm-200 mm.
Il processo di produzione delle sfere in acciaio per cuscinetti di grandi dimensioni differisce da quello delle specifiche ordinarie. Si effettua il seguente confronto:
1. Processo di produzione di sfere in acciaio per cuscinetti di grandi dimensioni:
Taglio - Forgiatura - Ricottura - Lavorazione di tornitura - Trattamento termico - Rettifica dura - Ricerca iniziale - Ricerca di precisione;
2. Processo di produzione di sfere in acciaio con specifiche ordinarie:
Trafilatura - Stampaggio a freddo - Sfera leggera - Sfera morbida - Trattamento termico - Rettifica dura - Rettifica fine;
Processo di produzione di sfere d'acciaio per cuscinetti importate
1) Attrezzature di produzione che utilizzano sfere d'acciaio per cuscinetti importate
2) Innanzitutto, far avanzare il cilindro idraulico per far avanzare la piastra di macinazione fino a quando la sfera in acciaio del cuscinetto può essere posizionata tra le due piastre di macinazione.
3) Installare l'uscita della sfera e mantenerla allentata. Annotare il mandrino per riempire lo spazio tra le due piastre di macinazione con sfere d'acciaio e regolare l'uscita della sfera su
La lama raccogli-sfere è fissata saldamente alla faccia terminale della piastra abrasiva (o mola) e fissata all'uscita della sfera. A questo punto è consigliabile esercitare una pressione sulle due piastre di macinazione per far ruotare la sfera in acciaio al cromo.
4) Chiudere il coperchio protettivo, avviare la pompa dell'acqua, avviare il vassoio del materiale e avviare l'albero principale.
5) In base alle abitudini di processo di ciascuna fabbrica, regolare la velocità del mandrino e del vassoio del materiale e regolare la quantità di sfere per garantire che le sfere d'acciaio in ciascuna scanalatura della piastra di guida siano distribuite uniformemente
Distribuiti uniformemente e non sovrapposti.
6) Regolare la pressione di macinazione, ruotare il pressostato sul pannello operativo in posizione aperta, regolare la valvola di aumento della pressione sul pannello della stazione idraulica e sollevarla
Specificare la pressione e bloccarla in ogni fabbrica e prestare attenzione al sistema idraulico per mantenere la pressione durante l'avvio.
7) In condizioni di lavoro normali, è necessario osservare regolarmente lo stato operativo, la pressione e l'entrata e l'uscita regolare dell'host.
8) Quando la sfera d'acciaio raggiunge le dimensioni e la qualità della superficie specificate, ridurre prima la pressione di esercizio, quindi premere il pulsante di arresto principale.
9) Preparare il contenitore per rimuovere la sfera in acciaio del cuscinetto.